Tire Bead Curing Procedure
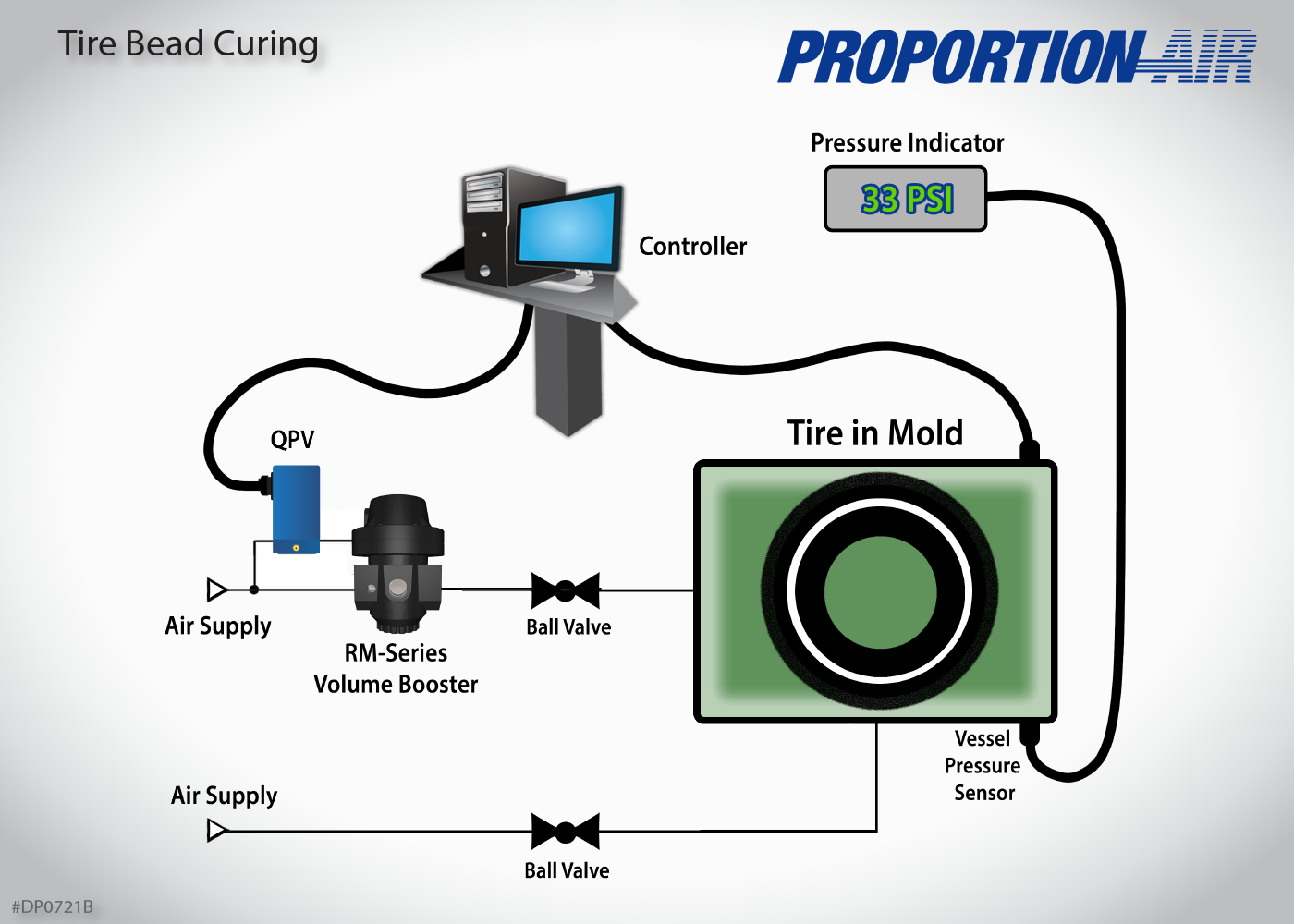
This drawing shows a specific application we did to help a customer with their tire bead curing process. Simple, but stable pressure control was required, so we employed our QPV series for high resolution stability.
To get accurate, repeatable control for this type of tire bead process, two ball valves and a volume booster assist our QPV. First, the ball valve between the mold vessel and the volume booster (ball valve 1) is closed. Ball valve 2 (in line with the air supply) is opened and fills the mold to the desired pressure. Ball valve 2 is then closed. The QPV receives the command for the desired output pressure to control. Ball valve 1 is opened to allow the RM Series volume booster to vent off excess pressure. The QPV will achieve and maintain stable output pressure within about 1 second. The vessel pressure sensor verifies the pressure level.
The volume is fairly large, so a volume booster adds increased flow potential. Adding a constant bleed to the volume booster improves stability during fill. This ensures that the bead is consistent all the way around the tire, resulting in a snug fit around the wheel.
Products used in this application:
-
QPV High Resolution Pressure Regulator
Price range: $811.00 through $973.00 Select options This product has multiple variants. The options may be chosen on the product page -

RM Pilot-Operated Regulator
Price range: $616.00 through $1,384.00 Select options This product has multiple variants. The options may be chosen on the product page