High Pressure Control for Gas Assist Injection Molding
A Proportion-Air Case Study
High pressure gas assist injection molding is a commonly used process to make plastic parts today. It allows parts to be light weight and more sturdy than solidly molded parts. Plastic is injected into the mold followed by high pressure gas to force the plastic to the outside of the mold. The end product is a part that is hollow inside, yet very strong.
Several years ago a customer contacted us for help in this molding process that he was perfecting. The customer wanted to proportionally control pressure by adjusting his command signal from his PLC (Programmable Logic Controller) to our electronic high pressure regulator. He needed pressure to be as repeatable as possible and he wanted to work up to 5,000 psig. The media used was nitrogen.
Solution in a High Pressure Regulator
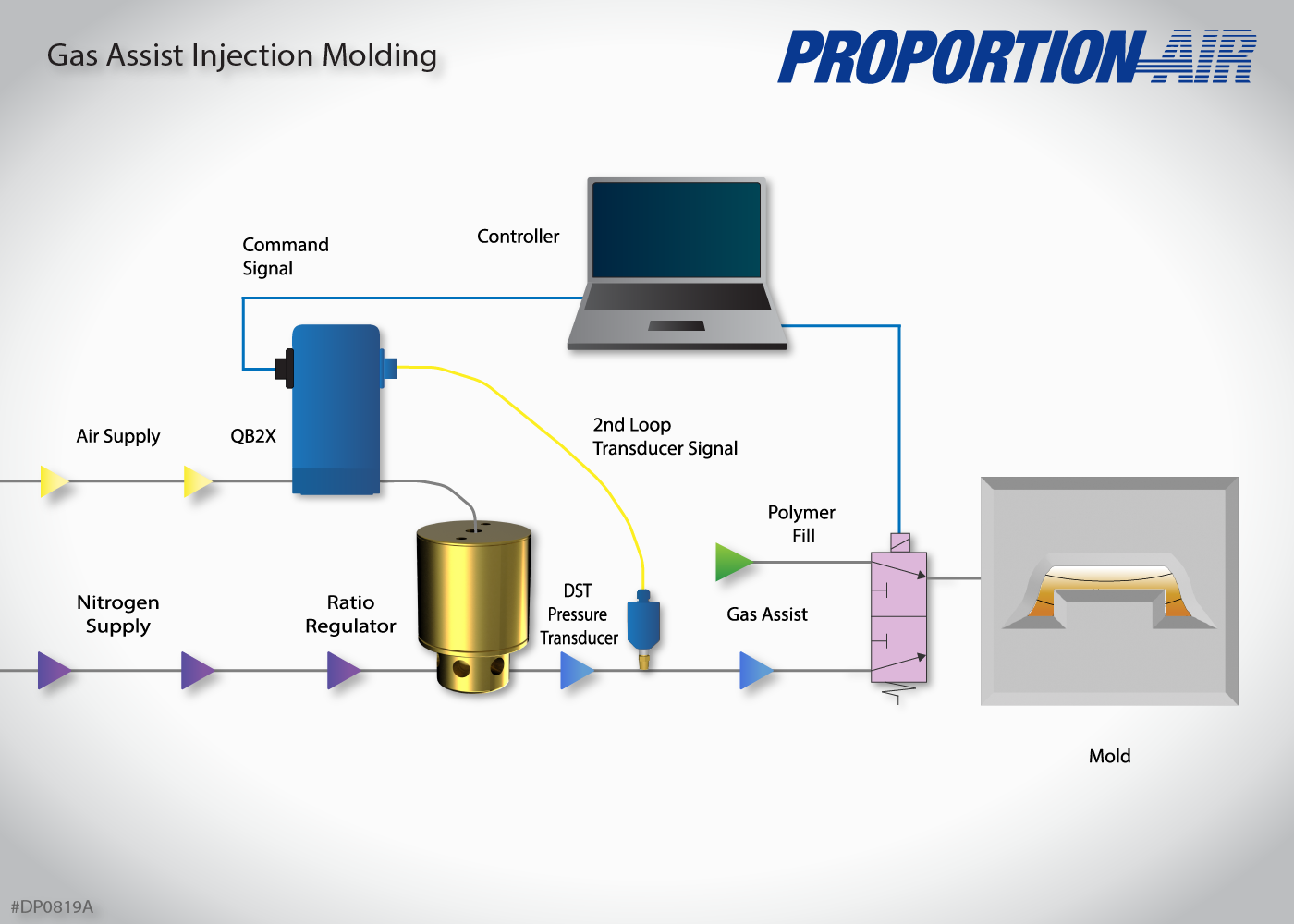
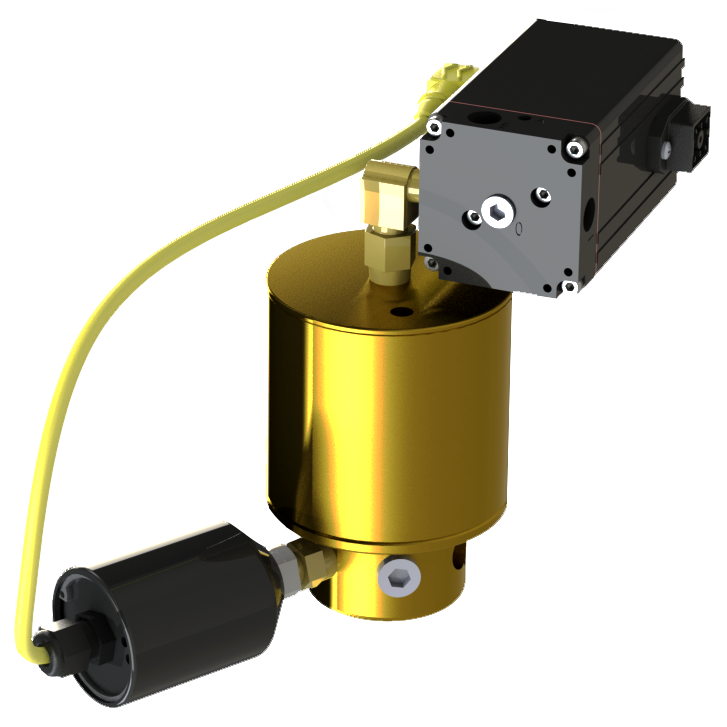
We recommended Proportion-Air’s electronic high pressure regulator assembly. This consisted of the QB2 dual-loop pressure controller assembled to an RG1262 45:1 ratio loaded high pressure regulator. We added a DST external pressure transducer to the gauge port of the RG1262 regulator. The DST measured downstream pressure and its 0-10 VDC output signal was taken back into the QB2. The QB2 was calibrated 0 to 111 psig to account for the ratio. This assembly provided closed-loop control all in one package.
The QB2 compared the command signal of the customer’s PLC with feedback from the DST and the customer was able to achieve a repeatability of ±0.25 percent of full scale.
Injection Molding
Total Benefits Achieved
Along with repeatability, the customer reaped these additional benefits with the electronic high pressure regulator:
- The QB2, RG1262 and DST assembly was a relatively low cost high pressure solution.
- The assembly foot print was relatively small.
- The QB2 analog monitor signal was available to use to see the actual pressure downstream of the RG1262. This monitor which came from the DST allowed him to verify that each part pressure was the same every time.
- Since the QB2 was a total closed-loop package, PLC programming was easy. No PID loops needed to be tuned. The programmer programed the PLC to adjust its command output to the actual pressure required. The QB2 did the work; it can track a ramped commanded pressure increase or decrease.
Only looking for a replacement product? Please use this form